
◆ 电阻焊接模式与电阻焊接时的温度分布

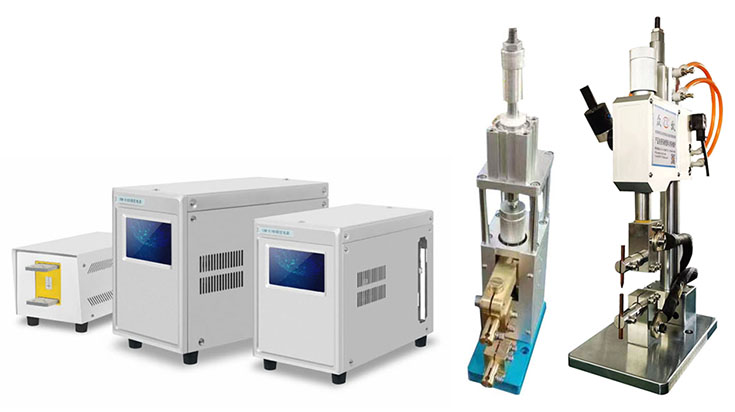
◆ 电阻焊接电源的种类及特长
焊接电源是指控制焊接电流的装置。根据控制方式可分为高频式、晶体管式、电容储能式、交流式四类、对应于多种多样的焊接物。

◆ 焊接事例
二极管与端子板的焊接


板材与板材的焊接


多股线的焊接
制造电子机器时会经常用到多股线与端子的焊接。为了不使芯线飞散而将电极加工成半圆形的沟槽状。多股芯线焊接的同时与端子焊接在一起


漆包线的焊接
马达的端子、U型端子与漆包线的焊接(熔接)。电极使用电阻高而发热的钨、钼等金属。焊接电流采用两段通电方式,首先使用予通电将绝缘漆熔化掉,然后利用主通电段将芯线与端子焊接在一起。U型端子也有挟住芯线利点。马达以外也有继电器、变压器等的漆包线的焊接。


马达线圈和U型铜端子的焊接
高电流、长时间通电实现大型马达端子的焊接。

电子产品:如LED,二极管,继电器,开关器件等的焊接






◆ 规格参数与性能特点
● 逆变频率为4KHZ,时间控制精度为250us,能达到精密化的焊接效果
● 初级定电流和次级定电流两种控制方式
● 可编程*多128套焊接规范
● 两段带独立缓升缓降的加热过程并且显示实时的焊接电流波形
● 多输出输入I/O接口,更好的应用于自动化场景
● 焊点计数、工件数、装箱数、电极修模计数等计数系统,方便产量管理
● 485通讯及BCD码控制功能:可外接工控机、PLC等设备
● 焊接规范工艺参数复制功能,方便快速的设置规范参数
● 权限功能,三级用户密码权限管理,方便质量管理
● 记录存储焊接电流、时间、网压、规范号、焊接结果等支持USB数据导出
● 报警记录功能,方便查阅历史报警信息
● 电流控制精度5‰
|
型号 |
IDW-5100 |
IDW-8100 |
|
输入电源 |
3φ380V±10%,50/60HZ |
3φ380V±10%,50/60HZ |
|
*大输出电流 |
5000A |
10000A |
|
逆变频率 |
1-4K |
1-4K |
|
控制方式 |
初级定电流、次级定电流 |
|
|
电参量设定范围 |
100-5000A |
200-10000A |
|
额定功率(5%) |
13.1KVA |
22.0KVA |
|
次级空载电压 |
9.8V |
9.8V |
|
冷却方式 |
强制风冷 |
|
|
通讯方式 |
RS485 |
|
|
结构特点 |
一体式侧面输出 |
电源与变压器分体 |
|
焊接变压器 |
内置 |
182*184*348【水冷】 |